Come abbiamo visto negli scorsi articoli di “te lo spiego con un disegno”, i trattamenti termici si definiscono come cicli termici composti da un riscaldo, un mantenimento ed un raffreddamento, il cui obiettivo è quello di modificare le caratteristiche meccaniche di un materiale modificando la microstruttura (se non ti fosse chiaro questo concetto ti consigliamo di rileggere l’articolo sulle microstrutture dell’acciaio).
Esistono però dei particolari trattamenti detti trattamenti termochimici, detti trattamenti di cementazione, che sfruttando il fenomeno di diffusione allo stato solido (ossia senza fondere il materiale) oltre a modificare la microstruttura modificano la composizione chimica dello strato superficiale, arricchendolo con elementi in grado di conferirgli diverse proprietà meccaniche rispetto al cuore. Uno di questi trattamenti di cementazione è il trattamento di carbocementazione.
Ma come possiamo cambiare la composizione chimica di un materiale allo stato solido?
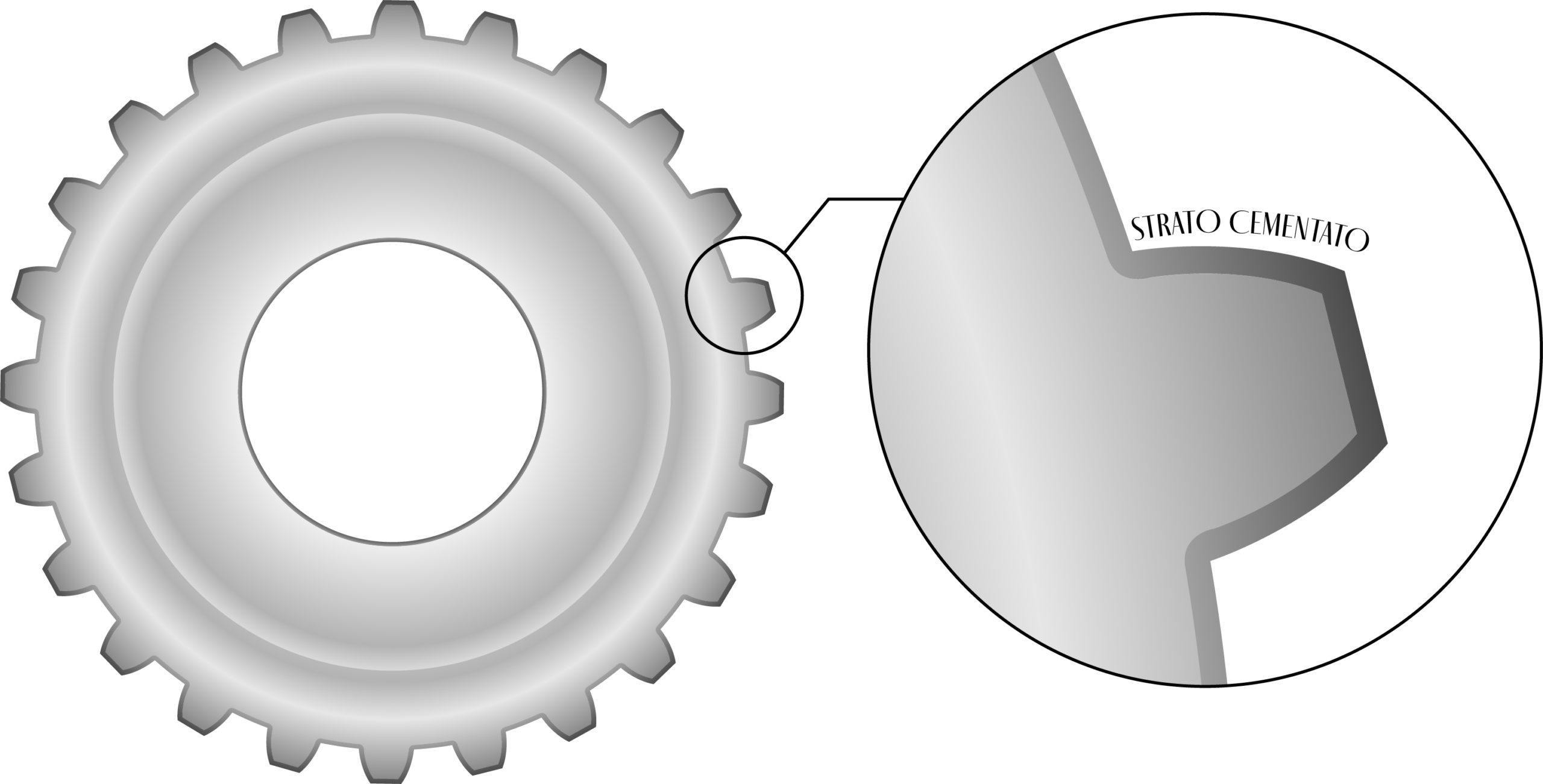
Il trattamento di carbocementazione, consiste nell’arricchire di carbonio lo strato superficiale di un acciaio con basso tenore di carbonio, rendendolo così duro in superfice per resistere all’usura e tenace a cuore per evitare rotture fragili in esercizio mantenendo una buona resistenza a fatica, caratteristiche ideali per organi di trasmissione come alberi ed ingranaggi.
La carbocementazione è il più antico dei trattamenti termochimici di cementazione.
Ai tempi della Roma repubblicana e imperiale, gli uomini avevano l’abitudine di radersi regolarmente, per questo erano molto diffusi coltelli e rasoi. Già ai tempi era noto che l’aumento della percentuale di carbonio nei materiali ne aumentava la durezza, ed era già diffuso un “antenato” della carbocementazione.
Il processo consisteva nell’immergere il dorso del coltello o del rasoio in cenere esausta, mentre la parte della lama in carbone vegetale e legna; Il tutto veniva sigillato in un ogiva di argilla e poi messo in un anfora di terracotta a sua volta sigillata ermeticamente.

Le anfore venivano quindi portate ad una temperatura compresa tra gli 800 e gli 850°C. A questa temperatura il carbone vegetale aveva la possibilità di rilasciare monossido di carbonio, necessario per il processo di cementazione della lama. La cenere esausta invece ormai priva di carbonio fungeva da protezione anticementante per il dorso dei coltelli, mantenendo le caratteristiche meccaniche originali del materiale.

Le anfore restavano a quella temperatura per almeno mezza giornata e venivano lasciate raffreddare gradualmente fino a temperatura ambiente. In seguito le lame, una volta estratte dalle ogive, venivano nuovamente riscaldate a 750-800°C per poi essere temprate in acqua (alcuni sostengono che fosse diffusa anche la tempra in un urina di cavallo, molto probabilmente per la grande quantità di composti chimici ricchi di azoto presenti nell’urina. L’azoto atomico infatti se assorbito dal materiale avrebbe la capacità di indurire ulteriormente lo strato superficiale; un differente tipo di trattamento termochimico di cementazione detto nitrurazione che tratteremo in un altro articolo).

Per finire le lame dopo la tempra venivano portate a 200-250°C e raffreddate lentamente, per garantire un perfetto rinvenimento di distensione. L’insieme di questi trattamenti conferiva alle lame di coltelli e rasoi un elevata resistenza ad usura.
Oggi il processo naturalmente è molto più complesso e controllato, e viene eseguito in appositi forni che permettono, attraverso il flusso di sostanze come alcool e metano, il controllo della quantità di carbonio all’interno del forno.
Il primo step consiste nel posizionare ordinatamente i particolari su apposite attrezzature in modo da evitare il contatto tra un particolare e l’altro, questo permetterà al carbonio presente nell’atmosfera di entrare in contatto con tutta la superficie del pezzo. L’altra funzione delle attrezzature è il cercare di minimizzare le deformazioni che potrebbero formarsi a seguito del trattamento.

Una volta completata questa operazione la carica viene lavata (per rimuovere ogni possibile impurità superficiale) ed infornata.
Il forno porterà quindi l’intera carica ad una temperatura omogenea compresa tra gli 850 e i 950°C ed in seguito verrà immessa una miscela controllata di sostanze in grado di saturare l’atmosfera di carbonio. A questo punto l’acciaio tenderà ad assorbire il carbonio; maggiore sarà il tempo di diffusione, maggiore sarà lo strato di cementazione. Una volta raggiunto il tempo di diffusione calcolato in base alla profondità che vorremo ottenere, i pezzi sono temprati in olio per trasformare la struttura in martensite (vedi qui l’articolo sulle microstrutture).

Dopo la cementazione però i pezzi risultano molto duri e fragili, per questo motivo viene eseguito un secondo trattamento detto rinvenimento. Il rinvenimento viene eseguito a basse temperature (comprese tra i 180 e i 220°C) in modo da distendere il materiale senza però abbassare le durezze superficiali e senza eliminare le tensioni di compressione necessarie a garantire un elevata vita a fatica del componenete.

Controllando la temperatura di rinvenimento saremo in grado di raggiungere il compromesso desiderato tra durezza e resilienza in base al campo di applicazione del nostro particolare.
I nostri trattamenti termici e termochimici acciaio
Clic qui per vedere il video del reparto