
PRESSOFUSIONE: DEFINIZIONE DEI DIFETTI
Durante il processo di colata ad alta pressione (HPDC sigla inglese di “High pressure die casting”), si producono difetti inerenti al processo stesso i quali sono dovuti a diversi fattori. Le proprietà finali e il comportamento meccanico sono conseguenza delle condizioni di microstruttura e dei difetti derivanti dal processo già prima del trattamento termico. Disegno dei componenti, proprietà della lega e controllo del processo sono i parametri di criticità che determinano direttamente la qualità della microstruttura ottenuta e dei possibili difetti. Ad esempio, si può considerare che nella fase di riempimento dello stampo si riscontrano alcune condizione estreme:
Complessità del particolare che comporta una complessità dello stampo.
Alta velocità di stampo (oltre a 120 colpi ora) porta ad un’alta velocità di riempimento dello stesso (oltre a 40 m/s) generando forti turbolenze all’interno.
Alta velocità di raffreddamento da oltre 700 °C allo stato fuso, fino a temperatura ambiente in circa 30 secondi.
Per queste ragioni il HPDC (oltre ad altri processi di colata delle leghe di Alluminio come la colata in conchiglia per gravità) si può considerare come “un processo che genera difetti”, non solo si genera una media di scarto elevata (dal 5% al 10%), ma la tipologia la misura e l’importanza dei difetti sono diversi e sempre da valutare.
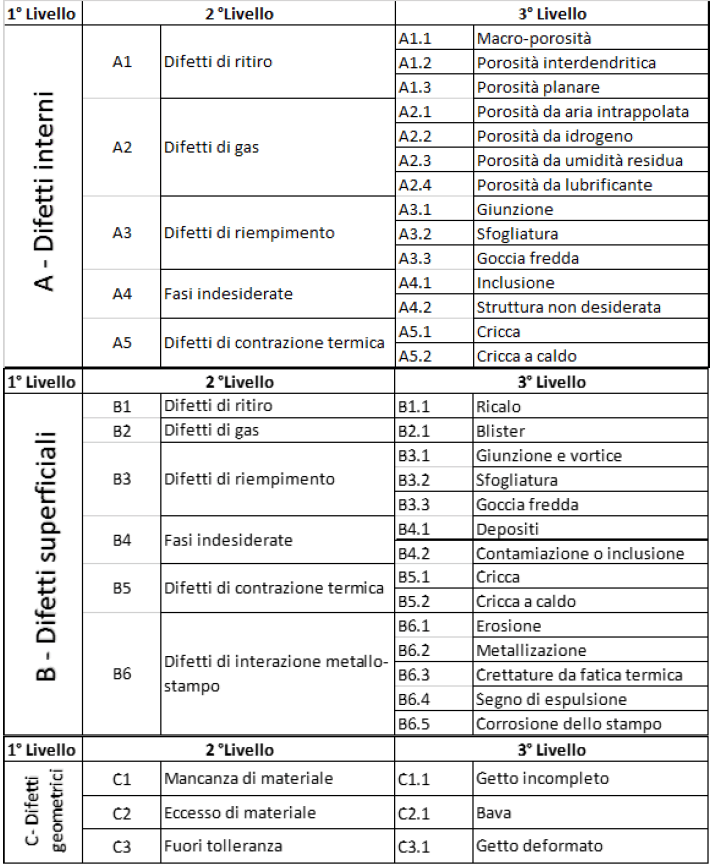
CLASSIFICA DEI DIFETTI
StaCast (New Quality and Design Standards for Aluminium Alloys Cast Products) è un progetto europeo dedicato alle fonderie d’alluminio con l’obiettivo di sviluppare una nuova classificazione dei difetti strutturali nei getti e definire i limiti di accettabilità di questi a seconda della destinazione finale prevista.
LEGHE DESTINATE ALLA PRESSOFUSIONE ADATTE AL TRATTAMENTO TERMICO
Esistono una gran varietà di leghe di Alluminio, ma non tutte son adatte alla pressofusione e ancora meno al trattamento termico posteriore per poter portare le proprietà meccaniche idonee ed a un livello di stabilità soddisfacente.In questo caso si prendono come riferimento due fra i maggiori produttori di leghe di alluminio per pressofusione: RAFFMETAL in provincia di Brescia, con sede a Casto, e RHEINFELDEN in questo caso tedesca, con sede nella città omonima. Tanto una come l’altra dispongono nel proprio portale di un database che permette di filtrare la ricerca fra leghe adatte alla pressofusione e, fra queste quali adatte al trattamento termico. Queste leghe sono in maggioranza del Gruppo AlSi10Mg (EN AB ed AC 43500 AlSi10MnMg), e leghe del gruppo AlZnSiMg (EN AB ed AC 71100 AlZn10Si8Mg). Nelle relative schede tecniche, si trovano le istruzioni per minimizzare il rischio di difetti durante il processo, questo evidenzia il fatto che oltre alla scelta di una lega adatta alla pressofusione, il processo stesso deve essere curato per ottenere un buon risultato pre trattamento termico.
PROCESSO T5 E T6 SECONDO LA NORMA UNI EN 1706
Il processo definito come T5 inizia in fonderia, con il raffreddamento controllato alla pressa, e segue dal trattamentista, con l’invecchiamento artificiale in forno. Il processo T6 invece, e un ciclo meramente di trattamento termico che consiste nella tempra di solubilizzazione seguita da invecchiamento artificiale in forno. La fase di trattamento termico del processo T5 e il processo T6 sono fra i cicli termici più richiesti sulle le leghe di alluminio ottenute per pressofusione. Questi trattamenti prevedono un riscaldo e un mantenimento a una data temperatura per far si che la precipitazione delle fasi come Al-Mg, la soluzione solida d’alluminio il composto AlFeMnSi, ecc. siano stabili nel tempo, senza cambiare le sue proprietà meccaniche.
Durante i trattamenti termici i particolari vengono sottoposti a cambiamenti di temperatura che producono la redistribuzione dei componenti intermetallici all’interno del materiale, ma non sono in grado di “riparare” gli eventuali difetti del getto d’origine. Il risultato finale dopo trattamento può essere totalmente inadeguato, partendo da difetti superficiali come il Blister (Difetto B2.1), fino ad arrivare a cricche interne o superficiali che possono produrre, in alcuni casi, la rottura macroscopica del pezzo dovuto alla redistribuzione dei gas residui durante il processo di pressofusione.
Per ottenere quindi un risultato soddisfacente, lo scambio di informazione e la collaborazione tra la fonderia e il trattamentista sono la chiave di volta. Con questo articolo il nostro laboratorio metallurgico vorrebbe dare uno spunto al Cliente per una discussione aperta con lo scopo di arrivare ad un prodotto eccellente minimizzando tempi e sprechi.
Bibliografia
[1] StaCast – New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6-PROJECT N.319188
[2] I criteri di scelta e di trattamento degli acciai da costruzione e da utensili Volume Quinto, parte seconda – Micrografia – Cibaldi Dr. Cesare