Los hechos ocurrieron un frío mes de julio australiano, con una temperatura externa de 4 grados Celsius. Un camión de 45 toneladas cruzó el puente sin problemas durante unos pocos metros pero al llegar al segundo tramo, las 4 vigas de acero se fracturaron. El puente, afortunadamente, no colapsó gracias a la estructura de hormigón armado.
El evento sorprendió a los diseñadores y a toda la opinión pública, pues se trataba de un puente inaugurado solo un año antes, abierto al tráfico en 1961.
Se comenzaron a estudiar los problemas para entender cuáles fueron las causas de este desastre y se analizó todo el proceso de construcción de la estructura.
La construcción consistía en cuatro vigas de acero paralelas, de 30 metros de largo apoyadas en los extremos en muelles verticales. Las vigas fueron reforzadas con hormigón armado formando la base de la carretera. Cada viga tenía forma de viga en L. Al ser una sección grande, las alas y el núcleo de la viga se construyeron por separado para después soldarse.
Las placas verticales de refuerzo también se soldaron al núcleo cada 1,4 metros. Además, durante una longitud de 21 metros, se soldaron placas de refuerzo junto con dos cordones de soldadura para las tensiones de tracción del ala inferior. La placa inferior tenía forma de cuña y se soldó manualmente con 3 cordones de soldadura.


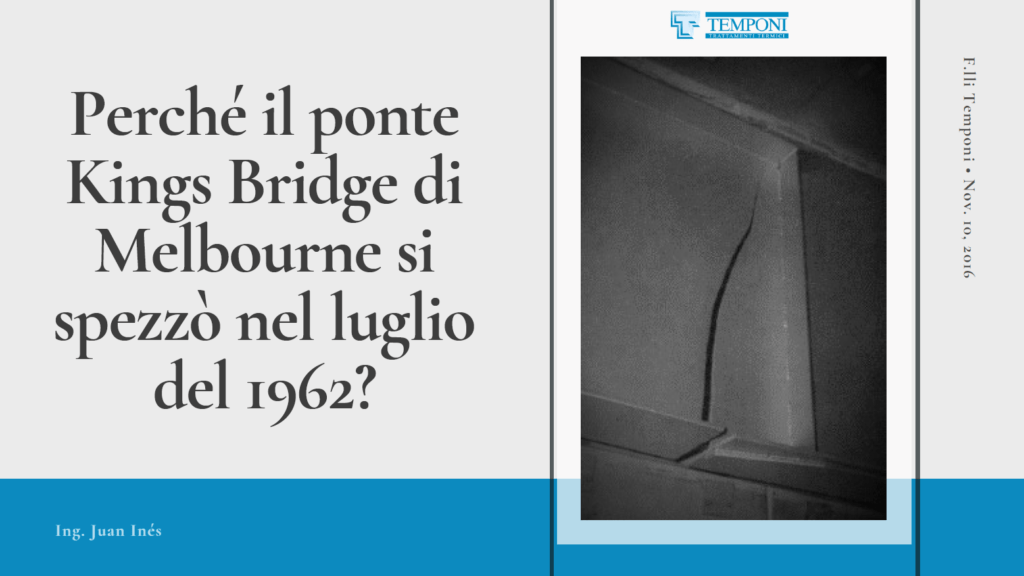
La fractura:
La grieta comenzó en el límite soldado inferior de la placa donde se concentraron los esfuerzos de tracción. Las 4 vigas se fracturaron en el extremo sur y solo 3 en el extremo norte, siempre en el mismo punto.




Propiedades de los materiales:
Los materiales utilizados para la construcción del puente fueron:
Hormigón armado
Hormigón armado pretensado
Steel BS 968, (1941) “British Standard BS 968-1941 – Acero de alta resistencia (Fusion Welding Quality) para puentes, etc., y construcción general”.

Análisis de fractura:
Características de la zona alterada térmicamente (ZTA)
La primera característica que se observa en la ZTA es la diferencia en la dureza HV. La dureza mínima medida en la ZTA del ala (255 HV) fue un 30 % mayor que la dureza promedio en el área inalterada y la máxima de 2,5 veces (485 HV). La dureza máxima que se puede alcanzar en una estructura martensítica 100 % en un acero similar es solo del 10 al 20 % de la dureza de la ZTA.


- Área austenítica del metal base
- Área transformada del metal base
- Baño derretido
- Área austenítica del depósito
- Área transformada del depósito
Las ZTA contienen principalmente una estructura compuesta de bainita y martensita, esto se debe a:
- Enfriamiento rápido después de la soldadura
- Baja velocidad de endurecimiento crítico.
¿Por qué se forma la martensita?
Los elementos de aleación tales como carbono, manganeso, cromo y níquel disminuyen la velocidad crítica de endurecimiento, favoreciendo la transformación martensítica a bajas velocidades de enfriamiento. La mayoría de las soldaduras responden al efecto de alear elementos con la siguiente fórmula:
Los símbolos EC o equivalentes de carbono y elementos químicos representan la composición porcentual de cada elemento en la aleación. En el caso del acero BS968-1941, el análisis químico mostró 0,26 % C, 1,8 % Mn y 0,25 % Cr, resultando en una CE de 0,61 %. En presencia de niveles de CE superiores al 0,45 % C, el control de la temperatura de enfriamiento se vuelve decisivo.
Las soldaduras realizadas con un electrodo de alta frecuencia en secciones delgadas tienen una tasa de enfriamiento menor. Las velocidades de enfriamiento más rápidas se encuentran en las secciones gruesas con soldaduras de baja frecuencia. Este efecto se reduce con un precalentamiento de la zona de unión para reducir el gradiente térmico entre el área soldada y la masa fría del conjunto.
Fractura en el ZTA:
La causa más probable de la fractura en la ZTA es la fractura intergranular (borde del grano) a baja temperatura debido a hidrógeno o fractura por fragilización de hidrógeno.
La soldadura por arco puede contener cantidades disueltas de hidrógeno atómico. El área fundida de la unión soldada reduce la humedad de la atmósfera circundante y, como consecuencia, forma óxido de hierro e hidrógeno. El hidrógeno atómico puede extenderse rápidamente en el material en ciertos puntos que, en el caso de la martensita, causan la formación de grietas.
Para evitar este fenómeno, hay electrodos con una composición química baja en hidrógeno, que deben secarse en el horno antes de su uso.
Este no es el único caso en el que las fracturas por fatiga de las uniones soldadas pueden ocurrir debido a errores en la elección de los materiales o los métodos de proceso. Las variables a controlar son las siguientes:
– Verifique la temperatura de precalentamiento antes de soldar.
– Elija un material con bajo CE que evite la formación de estructuras frágiles alrededor de la ZTA.
– Elija un proceso de soldadura apropiado para el material elegido.
Bibliografía y referencias:
[1] Report of Royal Commission into the failure of Kings Bridge, 1962
[2] I criteri di scelta e di trattamento degli acciai da costruzione e da utensili Volume 4 – diagnosi dei difetti metallurgici – Cibaldi Dr. Cesare