l fatto accade nel freddo mese del luglio Australiano con una temperatura esterna di 4 gradi centigradi, quando un camion di 45 tonnellate attraversò il ponte: proseguì senza intoppi per pochi metri e arrivato al secondo tratto, le 4 travi di acciaio si fratturarono, ma il ponte fortunatamente non crollò grazie alla struttura di cemento armato.L’accaduto stupì i progettisti e tutta la opinione pubblica essendo un ponte inaugurato solamente un anno prima, infatti fu aperto al traffico nel 1961.A quel punto affrontarono le problematiche e cercarono di capire quali fossero le cause di questo disastro e analizzarono tutto l’intero processo di realizzazione della struttura.
La costruzione era composta da quattro travi in acciaio parallele, lunghe 30 metri appoggiate alle estremità su molle verticali. Le travi erano rinforzate con cemento armato formando la base della autostrada. Ogni trave era a forma di I-beam. Essendo una sezione di grandi dimensioni, le ali e l’anima della trave furono costruite separatamente per dopo essere saldate.Nell’anima si saldarono anche piastre verticali di rinforzo ogni 1,4 metri. Per una lunghezza di 21 metri si saldarono a macchina delle piastre di rinforzo con due cordoni di saldatura per le sollecitazioni di trazione dell’alla inferiore. La piastra inferiore finiva a cuneo e fu saldata manualmente con 3 cordoni di saldatura
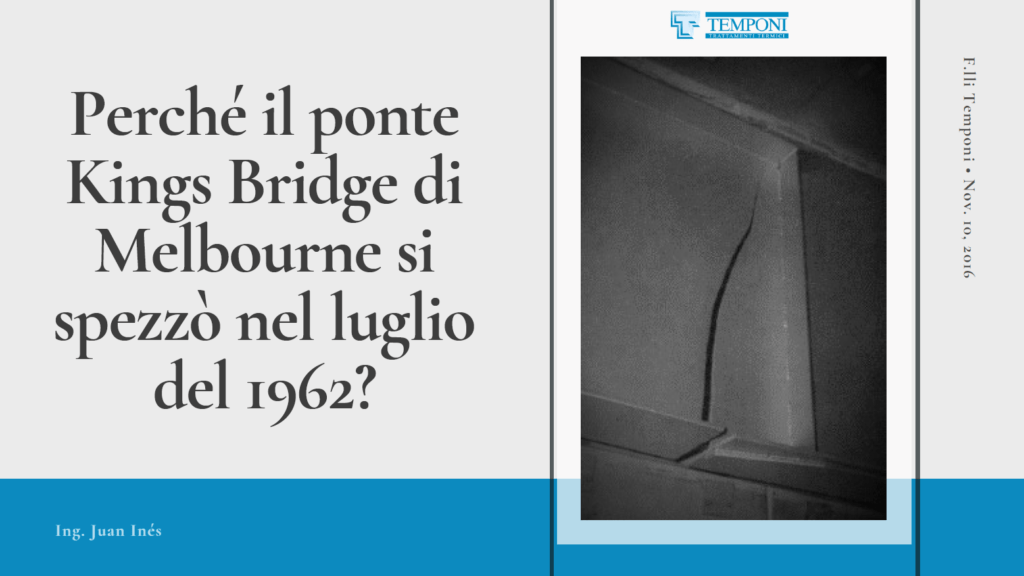
LA ROTTURA
La cricca iniziò nel limite inferiore saldato della piastra dove si concentrarono le tensioni di trazione. Le 4 travi si fratturarono all’estremità sud e solo 3 all’estremità nord, sempre nello stesso punto.
PROPRIETA’ DEI METALLI
I materiali utilizzati per la costruzione del ponte furono:Calcestruzzo armato Calcestruzzo armato precompresso Acciaio BS 968, (1941) “British Standard BS 968-1941 – High Tensile (Fusion Welding Quality) Steel for Bridges, etc, and General Building Construction”.
ANALISI DELLA FRATTURA
Caratteristiche della zona termicamente alterata (ZTA)La prima caratteristica che si osserva nella ZTA è la differenza di durezza HV. La durezza minima misurata nella ZTA dell’ala (255 HV) era un 30 % maggiore della media di durezza nella zona non alterata e la massima di 2.5 volte (485 HV). La durezza massima raggiungibile in una struttura 100 % martensitica in un acciaio simile è solo da un 10 a un 20 % della durezza della ZTA.
PERCHE’ SI FORMA MARTENSITE ?
Gli elementi di lega come, carbonio, manganese, cromo e nichel diminuiscono la velocità critica di tempra, favorendo la trasformazione martensitica a velocità basse di raffreddamento. La maggioranza delle saldature rispondono all’effetto degli elementi di lega con la formula seguente:CE o carbonio equivalente e i simboli degli elementi chimici, rappresentano la composizione in percentuale di ogni elemento nella lega. Nel caso dell’acciaio BS968-1941 l’analisi chimica mostrava 0,26 %C, 1,8 %Mn e 0.25 %Cr, trovando comerisultato un CE di 0,61%. In presenza di tenori di CE superiori a 0,45 %C il controllo delle temperatura di raffreddamento diventa determinante.
Le saldature eseguite con un elettrodo ad alta frequenza sulle sezioni sottili hanno una velocità di raffreddamento minore.
Le velocità di raffreddamento più rapide si hanno nelle sezioni grosse con saldature a bassa frequenza. Questo effetto si riduce con un preriscaldo della zona di unione per ridurre il gradiente termico fra la zona saldata e la massa fredda dell’insieme.
FRATTURA NELLA ZTA
La causa più probabile della frattura nella ZTA è la frattura intergranulare (bordo grano) a bassa temperatura dovuta all’idrogeno o frattura per infragilimento ad idrogeno.Le saldature ad arco possono contenere quantità dissolte di idrogeno atomico (la zona fusa della unione saldata, riduce l’umidità dell’atmosfera circondante e, come conseguenza, si forma ossido di ferro e idrogeno. L’idrogeno atomico può diffondere rapidamente nel materiale in punti determinati che nel caso della martensite provoca, per coalescenza, la formazione di cricche.
Per evitare questo fenomeno esistono elettrodi con una composizione chimica bassa in idrogeno, che devono essere asciugati in forno prima dell’utilizzo.
Questo non è l’unico caso nel quale si possano verificare fratture a fatica di unioni saldate dovute ad errori nella scelta dei materiali da utilizzare o dei metodi di processo. Le variabili da tenere sotto stretta sorveglianza sono le seguenti:
Controllare la temperatura di preriscaldo prima della saldatura. La scelta di un materiale con un CE basso che eviti la formazione di strutture fragili intorno alla ZTA. Processo di saldatura adeguato al materiale scelto.
BIBLIOGRAFIA
[1] Report of Royal Commission into the failure of Kings Bridge, 1962
[2] I criteri di scelta e di trattamento degli acciai da costruzione e da utensili Volume 4 – diagnosi dei difetti metallurgici – Cibaldi Dr. Cesare
