STEEL HEAT
TREATMENTS
The heat treatments on steel that we perform are:
Quenching and tempering: Heat treatments structured in two phases, the first phase of austenitization plus quenching, followed by softening tempering.
Steel normalization: Complete austenitization heat treatments followed by cooling in air down to room temperature.
Annealing: Annealing is the heat treatment of austenitization followed by slow cooling in the furnace to obtain the transformation of the austenite under conditions closer to equilibrium.
Distension/ Stabilization: heating to a temperature between 150 and 250°C to eliminate the structural tensions of tetragonal martensite obtained by quenching.
THERMOCHEMICAL
TREATMENTS
Carburizing: Thermochemical treatment carried out in austenitic field that aims to enrich the surface layer of the steel with carbon, through the phenomenon of diffusion in solid phase.
Recarburization: restoration of the amount of carbon in steels in the case of previous decarburization processes.
Carbonitriding: Thermochemical treatment carried out in austenitic field in a medium capable of simultaneously releasing carbon and nitrogen.
Our thermochemical treatments on steel are carried out in appropriate atmospheres generated by the use of “technical gases”.
The SOLO Swiss plant, thanks to their useful dimensions, allow the vertical hardening of parts up to 1050 mm in height. In addition, multi-sector electric heating, together with the type of distribution of the charge, allows an excellent temperature uniformity within the chamber allowing better control over deformations.
SUBZERO
TREATMENTS
The carburizing treatments also lead to the stabilization of the austenite, which, as a result of tempering, often fails to transform completely into martensite, thus generating residual austenite. The residual austenite is unstable at room temperature, therefore its presence could compromise the mechanical characteristics of the material, for this reason, a sub-zero treatment is carried out which has the task of transforming the metastable austenite into martensite.
PROTECTIVE
PASTE
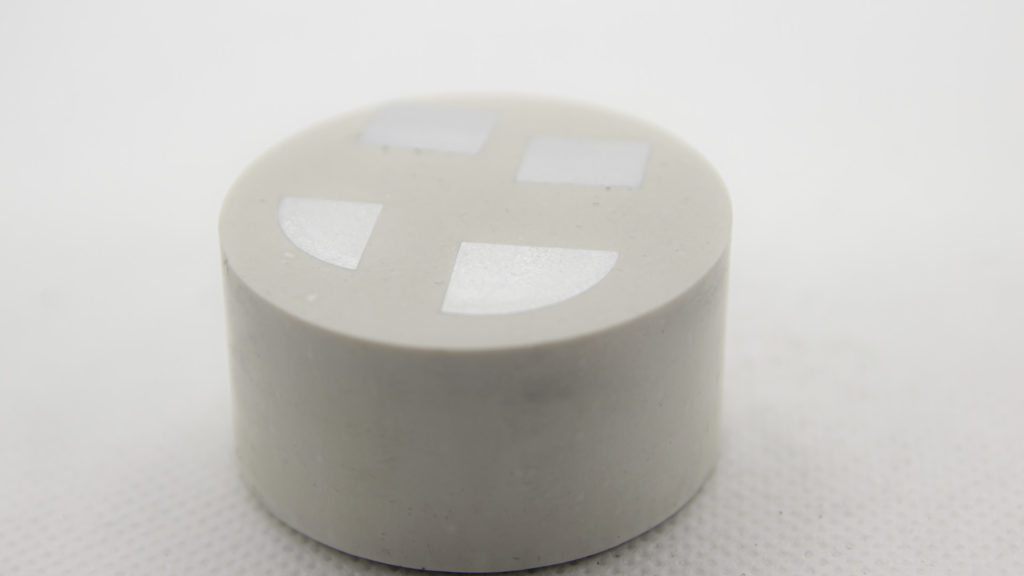
The task of the carburizing is to harden the surface layer of the material to make it resistant to wear, but in some cases it is necessary to exclude some areas that if carburized would be excessively fragile such as threads.
To do this, a special paste is applied manually in the areas to be protected.
STEEL
SHOT BLASTING
Shot blasting is a process of propulsion of abrasive material (microspheres and/or cylinders) against the surface of the pieces, and is intended to smooth a rough surface, enrich a smooth surface, or remove contaminants such as oxides or residues from treatments such as quenching in oil.
The shot is made with different machines in relation to the shape, size and material of the particular.
METALLOGRAPHIC
LABORATORY
Our laboratory has some of the most advanced materials analysis technologies. We are able to carry out hardness tests and micrographic analyses on different types of material, depth analysis of carburizing, residual ß phase analysis on brass and fracture analysis.
STEEL HEAT
TREATMENTS
Quenching and tempering: Quenching and tempering is the entire heat treatment cycle of austenitization.
Normalizing: Full austenitization heat treatment followed by cooling in air until room temperature.
Annealing: Annealing is the heat treatment of austenitization followed by slow cooling in the furnace to obtain the transformation of the austenite under conditions closer to equilibrium.
Distension/ Stabilization: heating to a temperature between 150 and 250°C to eliminate the structural tensions of tetragonal martensite obtained by quenching.
Subzero treatment: Under-cooling treatment carried out after carburizing, before tempering, with the task of transforming a possible excess of residual austenite of the cemented layer.

THERMOCHEMICAL
TREATMENTS
Carburizing: Thermochemical treatment carried out in austenitic field that aims to enrich the surface layer of the steel with carbon, through the phenomenon of diffusion in solid phase.
Recarburization: restoration of the amount of carbon in steels in the case of previous decarburization processes.
Carbonitriding: Thermochemical treatment carried out in austenitic field in a medium capable of simultaneously releasing carbon and nitrogen.
Our thermochemical treatments on steel are carried out in appropriate atmospheres generated by the use of “technical gases”.
The SOLO Swiss plant, thanks to their useful dimensions, allow the vertical hardening of parts up to 1050 mm in height. In addition, multi-sector electric heating, together with the type of distribution of the charge, allows an excellent temperature uniformity within the chamber allowing better control over deformations.

SUBZERO HEAT
TREATMENTS
The carburizing treatments also lead to the stabilization of the austenite, which, as a result of tempering, often fails to transform completely into martensite, thus generating residual austenite.
The residual austenite is unstable at room temperature, therefore its presence could compromise the mechanical characteristics of the material, for this reason, a sub-zero treatment is carried out which has the task of transforming the metastable austenite into martensite.

PROTECTIVE
PASTE
The task of the carburizing is to harden the surface layer of the material to make it resistant to wear, but in some cases it is necessary to exclude some areas that if carburized would be excessively fragile such as threads.
To do this, a special paste is applied manually in the areas to be protected.

STEEL SHOT
BLASTING
Shot blasting is a process of propulsion of abrasive material (microspheres and/or cylinders) against the surface of the pieces, and is intended to smooth a rough surface, enrich a smooth surface, or remove contaminants such as oxides or residues from treatments such as quenching in oil.
The shot is made with different machines in relation to the shape, size and material of the particular.
METALLOGRAPHIC
LABORATORY
Our laboratory has some of the most advanced materials analysis technologies. We are able to carry out hardness tests and micrographic analyses on different types of material, depth analysis of carburizing, residual ß phase analysis on brass and fracture analysis.
TRANSPORTS
At the request of the customer we provide pick-up and delivery services throughout the north and central Italy.
Thanks to our transportation we are able to carry out transport with a maximum capacity of 30 tons, and we work with specialized transporters for every type of exceptional transport.
